Repair Talk: Kopfplatten-Decal auftragen und lackieren
von Michael "Doc" Schneider,
Anzeige
Abb. 1: Das Inlay eingelassen und final beigearbeitet (Bild: M. Doc Schneider)
Die Arbeiten rund ums Griffbrett haben der Baustelle im Bereich des eingelassenen Inlays genug Zeit gegeben, um komplett durchzuhärten. Die finale Harzschicht zum Verfüllen der Einlage kann nun fein beigeschliffen werden. Abb. 1 zeigt das herausgearbeitete Resultat. Mit 220er-Körnung geschliffen, liegt das Inlay jetzt plan und ansatzlos in der Vulkanfiberplatte. So vorbereitet ist die Kopfplatte bereit für die nächsten Tuningschritte.
REALITÄTSGEDÄMPFTE VISIONEN
Obwohl der Aufbau des Projekts gerade erst ein wenig Fahrt aufgenommen hat, ist es Zeit für einen kurzen „Boxenstopp“, um Ziele und Strategien für die nächsten Etappen abzustecken. Natürlich hat jeder Tuner beim Anklicken des „zahlungspflichtig Bestellen“- Buttons seine individuelle Vorstellung, wie weit er so einen Bausatz bringen möchte. Man sollte sich jedoch von beflügelnden Bewertungen und Erfolgsdokumentationen nicht dazu verleiten lassen, dem Traum vom „Kommen, Sehen, Siegen“ zu verfallen.
Anzeige
Es gibt Arbeitsfelder im Aufbau einer Gitarre, die eine gewisse Routine und Vertrautheit mit dem Material benötigen, um effektiv und verlässlich ein gutes Resultat zu erzielen. So kann zum Beispiel die Lackierung einer Gitarre für den Hobbyisten sehr schnell zu einem Geld- und Zeitgrab werden. Der Repair Talk will niemanden bei dem Verfolgen seiner Visionen ausbremsen – da zeigen Gitarre- &-Bass-Leser mit ihren Eigenkreationen immer wieder, dass da doch so einiges möglich ist. Ich möchte jedoch dem Novizen, der vielleicht das erste Mal so ein Projekt aufbaut, raten, die Ziele seines Projektes greifbar zu planen. Der Aufbau einer brauchbaren Lackierung erfordert hochwertiges, meist nicht ganz billiges Material und auch das Wissen sowie die Möglichkeiten dieses Material zu einem guten Resultat zu verarbeiten.
So ein Erstprojekt ist dann ggf. doch noch nicht der Zeitpunkt, um alle Hürden zu überspringen, und es ist häufig zielführender, sich auf Machbares zu konzentrieren. Als machbaren Weg plane ich daher, die Oberfläche der Gitarre als Demo-Objekt mit Öl und Wachs aufzubauen. Eine Beize wird eventuell noch etwas farbunterstützend eingesetzt, aber die material- und zeitaufwendige Lackierung kann – Lust vorausgesetzt – bei später kommenden Projekten gemeistert werden.
SCHICHT FÜR SCHICHT ZUR FLÄCHE
Zurück an der Kopfplatte zeigt das Machbare aber auch seine Grenzen. Geplant ist die Verwendung eines Abzieh-Schiebebildes (Water Slide Decal) als Logo. Kein mir bekanntes Logo dieser Art funktioniert auf geölten Flächen. Erst das Überlackieren lässt die Trägerfolie transparent werden, um das Logo freizustellen. Möchte ein Tuner dem gezeigten Beispiel folgen, wird er/sie nicht um etwas Lackierarbeit herumkommen.
Für den Lackaufbau an der Kopfplatte verwende ich im ersten Schritt Sprühdosen mit einem nitrobasierten Schnellschliffgrund gefolgt von einem ebenfalls nitrobasierten matten Überzugslack. Solche Lacke gibt es nicht im lokalen Baustoffhandel, sind aber im Netz bei entsprechenden Anbietern schnell aufzuspüren.
Bevor lackiert wird, müssen aber erst einmal all die Teile geschützt werden, die nicht lackiert werden soll. Nach dem sorgfältigen Abkleben (Abb. 2/oben) kann dann das Lackieren losgehen.
Abb. 2: Die Kopfplatte wird in Schichten grundiert. (Bild: M. Doc Schneider)
Begonnen wird mit dem Schnellschliffgrund. Kreuzweise in nicht zu dicken Schichten wird das Material aufgesprüht. Das Fatale am Lackieren ist, dass es auf der einen Seite Geld, Zeit und Nerven (oft in einem unverhältnismäßig hohen Maß) kostet, aber auf der anderen Seite auch Spaß macht. Schon nach den ersten Lagen Grund bekommt die Oberfläche eine interessante Tiefe – es kommt Leben ins Objekt (Abb. 2/unten). Was von weitem schon ganz gut aussieht, zeigt beim näheren Betrachten jedoch Einschlüsse und Unebenheiten auf der Fläche (Abb. 3).
Abb. 3: Störende Einschlüsse in der Oberfläche (Bild: M. Doc Schneider)
Das geplante Schiebebild benötigt aber eine plane Oberfläche, um sauber zu sitzen. Daher wird die Fläche nach entsprechender Trocknung fein angeschliffen (Abb. 4/oben), gut entstaubt und erneut mit Grund überlackiert.
Abb. 4: Zwischenschliff der Kopfplatte (Bild: M. Doc Schneider)
Es wird ein paar der beschriebenen Durchgänge brauchen, bis das 320er-Schleifpapier eine saubere, geschlossene Oberfläche hinterlässt. Ist das Ziel erreicht (Abb. 4/unten), trage ich eine satte Schicht Überzugslack auf. Nach dem Trocknen schleife ich die Fläche – den Empfehlungen des Logoherstellers folgend – noch einmal mit 600er-Papier plan (Abb. 5/oben).
Abb. 5: Das Logo kommt auf die Kopfplatte. (Bild: M. Doc Schneider)
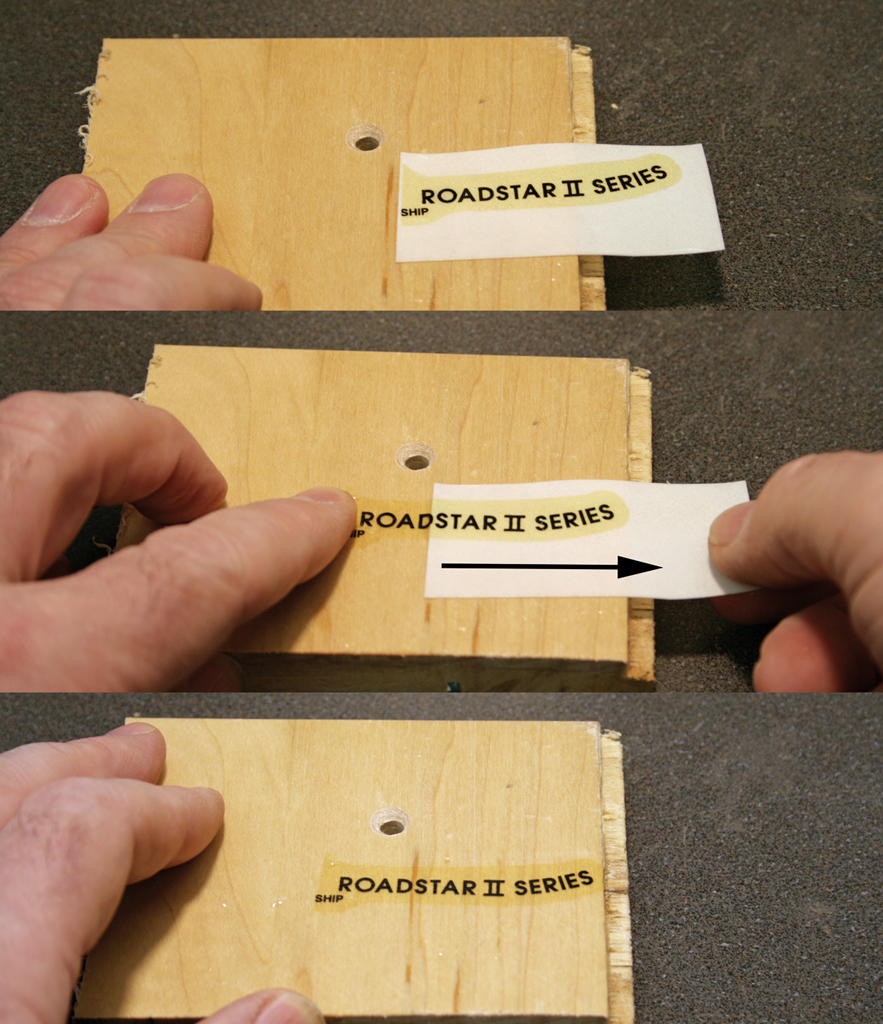
Somit findet das Decal nun die geforderte plane und sauber vorbereitete Fläche vor, um Platz zu nehmen. Das gewählte Decal besteht aus zwei Teilen: Einem Trägermaterial (Karton) und dem dünnen Film, der das Logo trägt (Abb. 5/oben). Karton und Film sind miteinander wasserlöslich verklebt. Der Verbund wird in ein handwarmes Wasserbad gelegt und nach einer kurzen Zeit des Einweichens (herstellerabhängig) lösen sich Film und Karton voneinander. Noch auf dem Karton haftend wird das angelöste Logo auf der Kopfplatte in der gewünschten Position angelegt. Anschließend wird ein Zipfel gemäß Abb. 6/Mitte fixiert und der Karton wird unter dem Film weggezogen.
Abb. 6: So funktioniert ein „Waterslide“. (Bild: M. Doc Schneider)
Das Logo sollte nun faltenfrei auf der Fläche liegen. Hat sich beim Abziehen eine Unebenheit eingeschlichen, kann für eine gewisse Zeit das Logo nachgezogen und überschüssiges Wasser zum Beispiel mit WC-Papier vorsichtig abgetupft werden. Nach ein paar Minuten trocknet der Kleber in der Folie wieder an, und das Logo saugt sich unveränderbar in Form und Position am Untergrund fest (Abb. 5/unten). Da Wasser und Nitrolack nicht zusammenarbeiten wollen, sollte das Logo mindestens über Nacht durchtrocknen, um dem störenden Wasser genug Zeit zu lassen, abzudampfen.
RUHIGER FINGER GEFRAGT
Damit der Film, der das Logo trägt, transparent und geschützt wird, muss er überlackiert werden. Das erfordert (je nach Logohersteller) viel Selbstdisziplin und Geduld. Es gibt Logos, die bei einem zu dicken Lackauftrag förmlich schmelzen – die Buchstaben verlaufen, die Konturen werden unscharf etc. Um dies zu vermeiden, werden die ersten Lagen Lack nur hauchdünn aufgenebelt. Die Sprühdose wird (gerade bei den ersten Lagen) weiter weggehalten, so dass nur ein Sprühnebel den sensiblen Film trifft. Durch den auftretenden Lack wird der Film angelöst und wird dadurch transparent. Und genau hier ist die Selbstdisziplin gefragt. Man möchte natürlich möglichst früh einen vollständig „getränkten“ und transparenten Film erreichen. Das Ziel vor Augen bleibt der Finger vielleicht dann doch etwas länger auf der Düse und ruckzuck wird aus dem Nebel der nasse Lackauftrag, der den Film angreift und das Logo zerstört.
„Unfertige“ Zwischenergebnisse wie auf Abb. 7, bei denen noch kleine Bläschen etc. das homogene Bild stören, sind akzeptabel. Ein erneuter nebelnder Lackauftrag löst den bereits aufgetragenen Lack und den Film an – nach und nach verschmilzt alles zu einer sauberen Fläche. Ist genügend schützender Lack über dem Logo, kann dann ähnlich Abb. 4 die Fläche erneut plangeschliffen werden. Um das Logo nicht durch das Schleifen zu beschädigen, wird dies wieder in mehreren Etappen erfolgen müssen.
Abb. 8: … denn am Ende wird alles gut. (Bild: M. Doc Schneider)
Die Abb. 8 zeigt oben den finalen Lackauftrag direkt nach dem Lackieren und unten die fertig getrocknete Fläche. Die Arbeiten an der Kopfplatte sind somit für diese Etappe abgeschlossen, und der Hals wird zum Durchhärten erst einmal beiseitegelegt.
SINNVOLLES FÜR ZWISCHENDURCH
Es bietet sich an, die Zeit zu nutzen, um Arbeiten am Korpus durchzuführen, die leichter von der Hand gehen, solange Korpus und Hals noch getrennt sind. So hat man freien Zugang zu allen Flächen und Kanten des Bodys, was noch anliegende Arbeitsschritte ein kleines bisschen einfacher von der Hand gehen lässt. So zum Beispiel das Anbringen des vorderen Gurtknopfes. Eigentlich vom Anschein her ganz banal ist die feste Verbindung Knopf/ Korpus dann doch ganz entscheidend für die Langlebigkeit des Instrumentes. Mit dem mitgelieferten Bausatzmaterial sehe ich diese Vorgabe aber nicht in Reichweite.
Abb. 9: Optimiertes Originalzubehör (Bild: M. Doc Schneider)
Die kleinen Schräubchen (Abb. 9/rechts) bieten nach meinem Empfinden nicht genügend Kraft, um den Knopf am weichen Korpusholz zu ixieren. Längere und dickere Schrauben aus dem Zubehörangebot (Baumarkt geht auch) werden daher, statisch überlegen, übernehmen (Abb. 9/unten).
Abb. 10: Knapp vorgestochen, und der Gurtknopf sitzt (Bild: M. Doc Schneider)
Damit das Plus an Schraube nicht durch ein zu großes Bohrloch am Korpus wieder ausgelöscht wird, bohre ich in diesem Fall nicht vor. Stattdessen steche ich mit einer Aale an (Abb. 10/oben) bevor ich dann mit einem manuellen Vorbohrer das Loch nur wenige Millimeter tief vorbohre (Abb. 10/Mitte). So vorbereitet, führt das Loch die Schraube lediglich bei den ersten Umdrehungen. Der größte Teil der Schraube greift im frischen Holz. Bei harter Esche oder Ahorn müsste diese Strategie mit Sicherheit überdacht werden, hier beim „Mahagoni“ funktioniert sie überzeugend – der Knopf sitzt und hält (Abb. 10/unten). Der untere Gurtknopf wird analog aber später montiert, da ich zurzeit die positionsgebende Mittellinie des Instrumentes noch nicht ausmachen kann.
Abb. 11: Rohes Material auf Form gebracht (Bild: M. Doc Schneider)
GESCHMEIDIGE FORMGEBUNG
Sehr ungefällig und rau sind zurzeit noch die Kanten des Gitarren-Bodys (Abb. 11/rechts). Dadurch wirkt er wie ein liebloses Zwischenprodukt direkt aus irgendeiner Holzbearbeitungsmaschine. Geschmeidiger und um Klassen wertiger wirkt er, wenn die Kanten sauber verrundet werden (Abb. 11/links). Da hat jeder Tuner seine eigene Methode. Akkurat und relativ zügig funktioniert bei mir der Einsatz einer Kantenoberfräse, in der ein eingespannter Abrundfräser arbeitet (Abb. 12).
Abb. 12: Bearbeiten der Kante mit einer Kantenoberfräse (Bild: M. Doc Schneider)
Man muss nur aufpassen, dass der Anlaufring durch existierende Korpusbohrungen oder -fräsungen seine Führung nicht verliert (Abb. 12/oben). Beim Projekt musste ich zwangsläufig auf einen kürzeren und kleineren Fräser als geplant ausweichen. Aber besser so als durch einen führungslosen Fräser den Begriff Korpuskante abstrakt und neu definieren zu müssen.
Nach der Bearbeitung der Kante mit dem Fräser kann der Kante mit Schleifpapier nun die endgültige Form gegeben werden. Beim Projekt schleife ich ungewöhnlich fein, da gröberes Papier bei diesem weichen Holz so viel Material wegnimmt, wie man es bei härterem Holz eher von einer Feile her kennt. Sehr schnell schleift man aus der Form. 220er-Papier mit Augenmaß eingesetzt, formt beim Projekt eine saubere, gefällige Kante, die den bis hierher kantigen Rohling viel angenehmer in der Haptik werden lässt.
Somit ist auch der Korpus in dieser Phase erst einmal fertiggetunt, so dass bei ausreichender Trocknung der Kopfplatte im nächsten Repair Talk die Hals/Korpus-Verbindung auf der To-Do-Liste ganz nach oben rutscht.
















Sehr empfehlenswert ist auch die Fixierung des Decals mit einem sog. Micro Set, gibt es in kleinen Fläschchen in der Netzwelt…