Nachdem im letzten Repair Talk die Bünde entfernt wurden, ist der eingespannte Hals nun bereit für eine erste Begutachtung der Faktenlage rund um das Griffbrett.
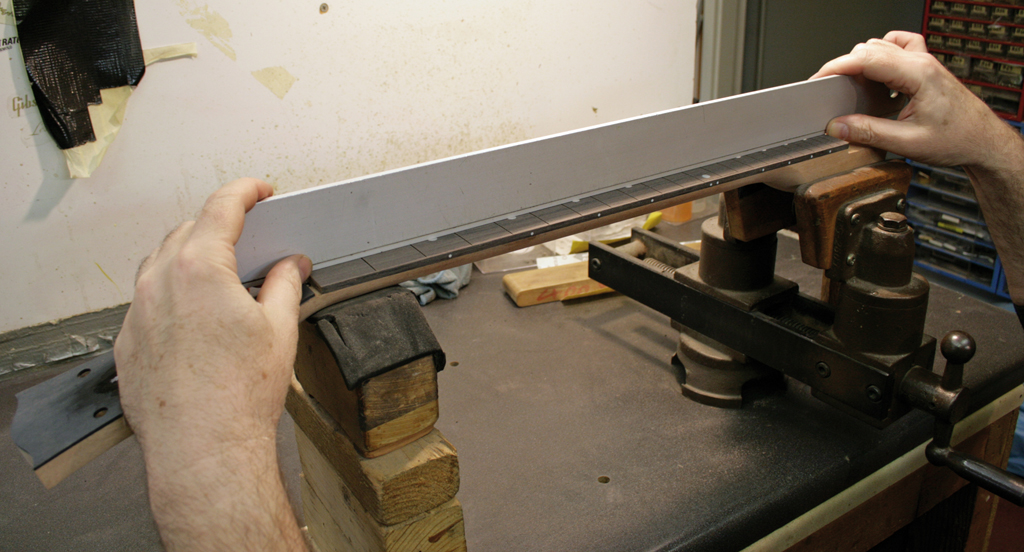
Ein aufgelegtes Aluminiumlineal (Abb. 1) zeigt erste Ergebnisse. Ich prüfe mit dem Lineal mittig auf dem Griffbrett und an den Kanten dem angedachten Saitenverlauf folgend. Der Halsstab hilft durch seine Einstellmöglichkeiten zu überprüfen, inwieweit das Griffbrett in oder aus der Flucht (gerade/nicht gerade) ist.
Anzeige
Abb. 1: Überprüfen des Halses
Obwohl dieser Test schon eine erste Beurteilung zulässt, liegt das Lineal noch nicht richtig bündig auf der Griffbrettoberkante. Schuld daran sind kleine Materialrückstände seitlich der Bundschlitze, die nach dem Entfernen der Bünde stehengeblieben sind. Ein erster Schliff des Griffbrettes wird die Rückstände entfernen und für klare Fakten sorgen.
GERADE ABER AUCH KRUMM
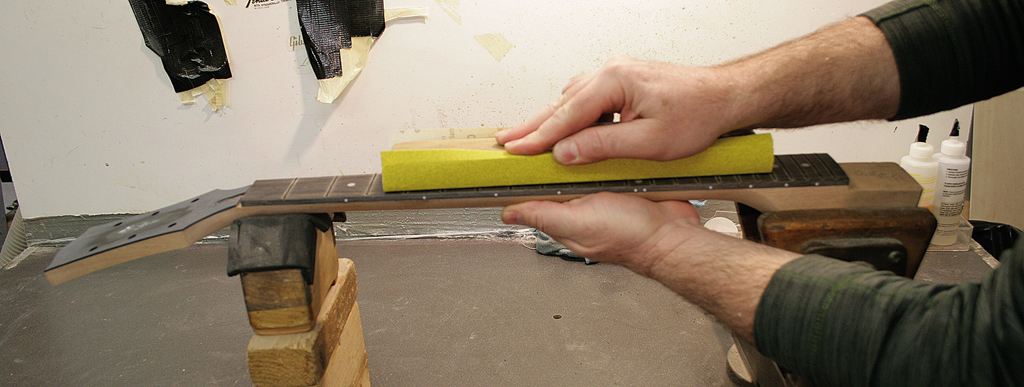
Für den ersten Schliff benutze ich einen ca. 300 mm langen geraden Holzklotz, der ca. 50 mm breit ist. Um diesen Schleifklotz lege ich 100er-Schleifpapier und arbeite dann in Längsrichtung zum Hals (Abb. 2).
Abb. 2: Ein erster Schliff des Griffbretts
Tendenziell besteht die Gefahr, dass der nur an zwei Punkten gestützte Hals beim Schleifen aus der Flucht gedrückt wird. Man muss schon aufpassen, dass man nicht zu stark drückt aber der lange Klotz verhindert recht effektiv Ungewolltes. Zusätzlich unterstütze ich den Hals mit der linken Hand, während ich mit dem Schleifklotz das Griffbrett bearbeite. Der gerade Klotz greift natürlich nicht vollflächig auf dem gewölbten Griffbrett. Das ist aber völlig akzeptabel. Der Griffbrettflucht und dem Radius folgend nimmt er die störenden Materialreste ab und führt auch schon mal, falls notwendig, erste Abrichtarbeiten (Begradigen) aus. So angeschliffen kann das Griffbrett weiter überprüft werden. Schon bei der ersten Inspektion sah das Griffbrett irgendwie ungewohnt aus.
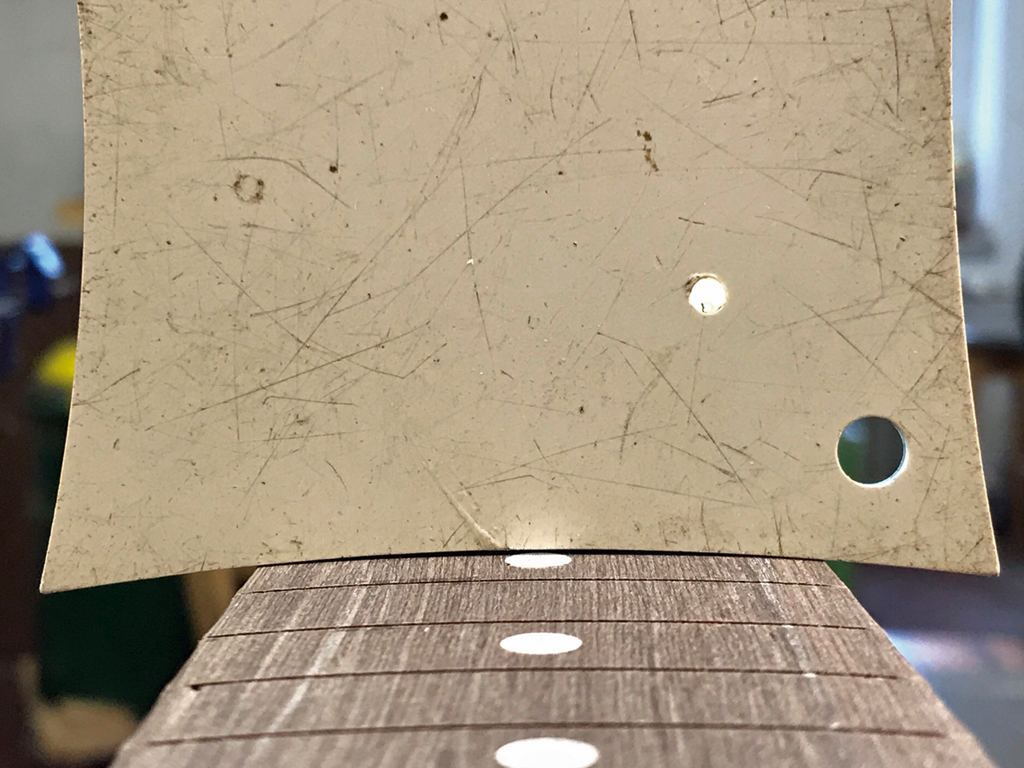
Abb. 3: Die Schablone zeigt ein untypisch flaches Griffbrett
Das Anlegen einer Schablone (Abb. 3) bestätigt diesen Eindruck durch eine klare Zahl. Das Griffbrett hat einen 20-ZollRadius und ist somit untypisch flach. Bei historischen Vorbildern hat das Griffbrett einen Radius von ca. 12 Zoll. Das Zahlenspiel 20 zu 12 ist nicht gerade aussagefähig und daher sorgt eine aufgelegte 12-Zoll-Schablone für Transparenz (Abb. 4).
Abb. 4: Zahlen sichtbar gemacht: Der Unterschied zwischen den Radien
Groß ist der Unterschied in Zahl und Millimetern nicht. Es geht da nur um Zehntel Millimeter. In der Praxis liefert ein flaches 20-Zoll-Griffbrett jedoch ein spürbar anderes Spielgefühl – in diesem Fall nicht so vertraut – wie die etwas gewölbtere 12-Zoll-Variante, die man von den Vorbildern her kennt. Sollte sich der Tuner dazu entscheiden, den Griffbrettradius zu verändern und an eigene Vorgaben anzupassen, können konkave Schleifklötze zweckdienlich sein.
Abb. 5: Der konkave Schleifklotz …
Abb. 6: … hilft beim präzisen Bearbeiten des Griffbretts.
Abb. 5 zeigt das Kopfende eines solchen Klotzes. Diese profilierten Klötze, bei denen die aktive Seite mit Schleifpapier beklebt wird, gibt es mit unterschiedlichen Wölbungen im Fachhandel zu kaufen. Das Angebot beginnt bei Null-Wölbung (gerade) und wird dann in den gängigen Maßen immer hohler. Beim P90-Projekt wird ein 12-Zoll-Schleifklotz verwendet (Abb. 6).
Der lange Klotz vermittelt den Eindruck, das unfehlbare Präzisionswerkzeug für den anliegenden Arbeitsschritt zu sein. Dem ist nicht ganz so. Die angedachte Präzision wird nur erreicht, wenn der Klotz mit seiner Mittellinie parallel zu der des Griffbretts geführt wird. Wird er schräg geführt (was frei Hand schnell vorkommen kann), wird das Ergebnis verfälscht. Man muss den Block schon sehr genau führen, um Flucht und Radius präzise auszuarbeiten.
Abhilfe kann eine Führung schaffen, wie ich sie immer bei meinen eigenen Gitarrenhälsen verwende. Der Hals wird auf einer Vorrichtung so fixiert, dass seine Mittellinie parallel zu einem Anschlag läuft (Abb. 7/links).
Abb. 7: Spezielle Vorrichtung mit einem Anschlag …
Abb. 8: … zum Führen des Schleifklotzes
Für den aufgesetzten Schleifklotz dient der Anschlag als Führung (Abb. 7/rechts). So geführt, arbeitet der Block parallel zur Mittellinie und formt einen akkuraten Radius. Gleichzeitig wird das Griffbrett in der Länge abgerichtet. Flucht und Radius werden somit optimiert (Abb. 8).
Die Konstruktion und der Aufbau solch einer führenden Vorrichtung ist recht aufwendig und häufig nicht für alle möglichen Halsvorgaben einsetzbar. Der Projekthals zum Beispiel kann durch seinen hohen Halsfuß nicht in der vorhandenen Vorrichtung fixiert werden. Bevor viel Zeit und Energie im Bau von Vorrichtungen verpufft, ist es vielleicht effektiver, frei Hand (Abb. 1/Abb. 6) zu arbeiten. Bei wiederkehrenden Situationen hingegen arbeitet man mit entsprechenden Vorrichtungen schneller und präziser, sodass sich dann ggf. der Bau einer Vorrichtung lohnt.
Abb. 9: Ziel erreicht: Nachgearbeiteter Griffbrettradius
Beim Projekthals führte auch die beschriebene Kombination im Gebrauch von geradem und konkavem Schleifblock mit etwas mehr Zeit zu dem gewünschten Resultat (Abb. 9).
KÜNSTLICHES HOLZ?
Schon bei der ersten Inspektion des Bausatzes warf die Optik und die Haptik des Griffbretts die Frage nach dessen Materialwahl auf. Der Anbieter erklärte, es würde sich um „künstliches Palisander“ handeln. Welches Material sich hinter dieser – gelinde gesagt – nicht ganz eindeutigen Beschreibung verbirgt, kann nun eventuell beim Schleifen und Bearbeiten erforscht werden. Erwartet habe ich Blackwood Tek. Dieses interessante Material wird seit der Cites-Anpassung gerade im unteren/mittleren Preissegment als Substitut für Tropenholz genommen. Man kann sich im Netz zu dem Schlagwort schnell einlesen. Blackwood Tek oder alternativ Brownwood sind Echtholzbauteile aus thermisch und mechanisch modifizierter New Zealand Pine. Dies ist eine Kiefernspezies, die in Plantagen angebaut wird und somit nachhaltig Tropenhölzer ersetzen und damit indirekt schützen kann. Anders als künstliche Alternativen, wie z. B. Richlite, handelt es sich bei Blackwood Tek bzw. Brownwood um massives Holz, das nach Herstellerangaben mit natürlichen Mitteln modifiziert wurde und so dem von Natur aus eher weichen Kiefernholz die gewünschte Härte verleiht.
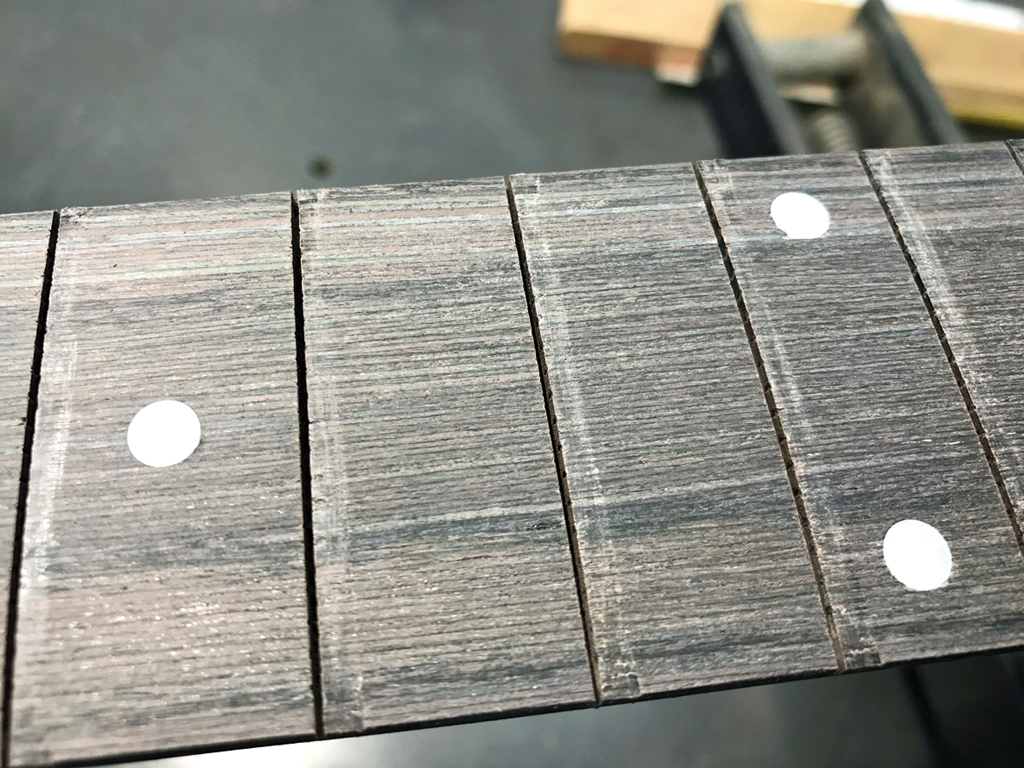
Aktuell habe ich Brownwood nur im Zuge eines Finetunings näher inspizieren können. Ich hatte gehofft, diese modifizierte Kiefer bei der anstehenden Neubundierung besser kennenlernen zu können. Die voranschreitenden Schleifarbeiten zerstören jedoch diese Hoffnung. Nach wie vor undefinierbar sieht das Griffbrett aus, als wäre es aus vielen einzelnen Schichten aufgebaut, die parallel verklebt wurden (Abb. 10).
Abb. 10: Gibt Rätsel auf: Das Griffbrettmaterial
Es erinnert an alte Framus-Hälse, deren Unterbau aus einer Art Multiply-Werkstoff gefertigt war. Das Griffbrett hat auch beim Schliff nicht den typischen „Räuchergeruch“, der beim Schleifen von thermobehandeltem Holz – also auch Brownwood – in der Luft liegt. Das Rohmaterial für das Bausatzgriffbrett scheint eine herstellerspezifische künstliche Interpretation von Echtholz zu sein.
Wie genau das Material heißt, ist nicht erfolgsentscheidend. Es lässt sich gut bearbeiten und wird auch seinen Zweck erfüllen, ist aber als Material ganz anders als das von historischen Vorbildern bekannte Echtholz. Der vorbildorientierte Tuner wird daher in diesem Punkt ggf. etwas enttäuscht. Für mich stellen die Ergebnisse der Materialerforschung kein Problem dar. Ich sehe den Bausatz eher als geführtes Projekt zum Bau einer Gitarre mit offenem Ausgang.
SAUBER NACHGESÄGT
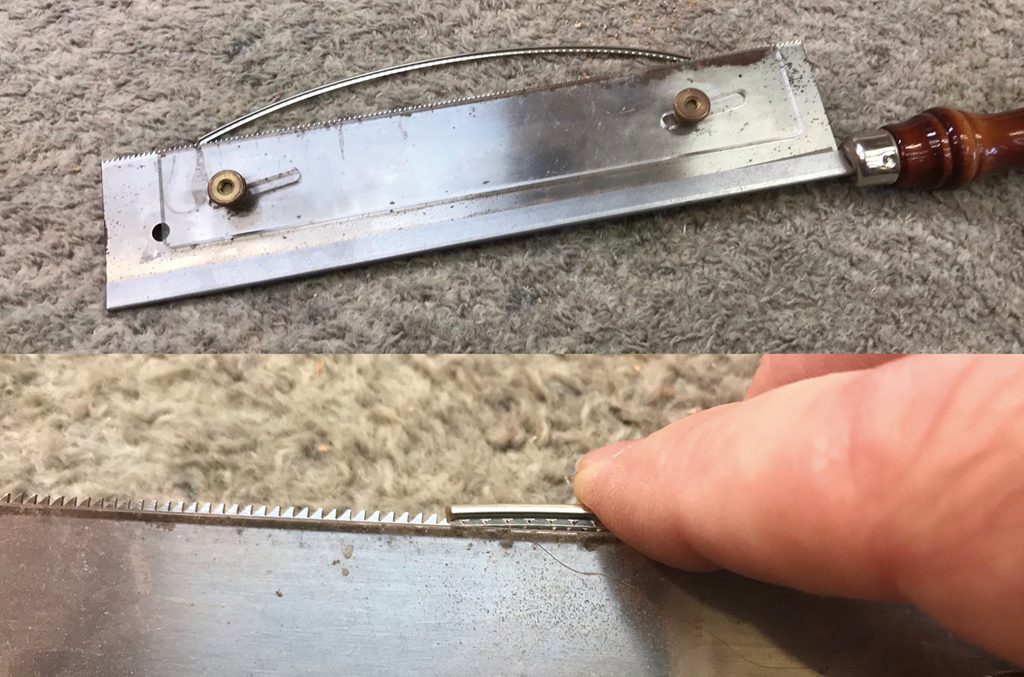
Völlig unabhängig von der Art des Griffbrettmaterials müssen im nächsten Arbeitsschritt der Neubundierung die Bundschlitze nachgearbeitet werden. Nach dem „Ziehen“ der Bünde und dem Schleifen des Griffbrettes sind die Schlitze eventuell durch Altmaterial blockiert und/oder für das gewählte Bundmaterial nicht tief genug. Damit die neuen Bünde sauber sitzen können, müssen die Schlitze nachgesägt werden. Auf den Bunddrahttyp werde ich in einem späteren Repair Talk noch genauer eingehen, nutze ihn aber jetzt schon zur Demonstration. Zum Nachsägen der Schlitze nehme ich eine spezielle, auf Zug arbeitende „Bundsäge“ mit ca. 0,6 mm Schnittbreite, die es im spezialisierten Werkzeughandel zu kaufen gibt. Um sicherzustellen, dass die Bundschlitze die nötige Tiefe haben, hat die Säge einen „Tiefenstopp“ aus Plexiglas (Abb. 11/oben).
Abb. 11: Einstellen der Bundsäge mit Tiefenstopp
Die Krone des Bundmaterials wird auf die Zähne der Säge gesetzt, der Stopp an den Bundfuß geführt und der Stopp dann mit zwei Rändelschrauben fixiert. Ich stelle den Stopp ein paar Zehntel Millimeter tiefer als die tatsächliche Tiefe des Bundfußes ein, um sicherzustellen, dass der Bundfuß einen genügend tiefen Schlitz vorfindet. So eingestellt führe ich die Säge nun nacheinander durch die Bundschlitze. Beim Projekthals sind die Enden der Schlitze noch mit einem Füllmaterial verschlossen. Das sieht man ganz gut in Abb. 10. Damit beim Entfernen des „Pfropfens“ nicht unnötig Material mitgerissen wird, führe ich die Säge wie in Abb. 12 gezeigt.
Abb. 12: Nachsägen der Bundschlitze
Ich entferne zunächst die Pfropfen in Richtung Griffbrett, bevor ich dann in ganzen Zügen den Bundschlitz nachsäge (Abb. 12/unten). Der Tiefenanschlag hinterlässt hilfreiche Spuren auf der Griffbrettoberseite (Abb. 13).
Abb. 13: Fertig für den finalen Schliff: Das nachgesägte Griffbrett
Dort wo der Anschlag das Griffbrett markiert hat, ist der Bundschlitz ausreichend, aber – durch den Stopp begrenzt – auch nicht unnötig tief.
Sind die Bundschlitze nachgesägt, wird das Griffbrett mit feinerem Schleifpapier nachgearbeitet, um die Spuren des Sägens zu beseitigen und die Oberfläche sauberer auszuarbeiten. Für diesen Endschliff können die in vorangegangenen Arbeitsgängen eingesetzten Methoden und Werkzeuge erneut angewendet werden. Ein feiner werdender Schliff mit 150er- und anschließend 240er-Körnung hinterlässt ein für die Bundierung sauber vorbereitetes Griffbrett. Einmal gründlich absaugen und dann geht es im nächsten Repair Talk mit der Bundierung weiter.
Bei dem Griffbrettmaterial handelt es sich sehr wahrscheinlich um sogenanntes ‘Fineline’ Furnier, auch unter dem Namen Alpi-Furnier bekannt. Ist dann eben nur auf Griffbrettdicke geschnitten.
Der Gedanke an die alten Framushälse ist da schon sehr richtig -> Multiply. Es werden hierbei durchgefärbte Furniere (oft aus Tulpe) zu Blöcken verleimt und dann stehend gemessert. Wird/Wurde gerne in der Möbelindustrie und im Automobilsektor für Zierinnenteile verwendet. Und es ist durchaus Echtholz, nur eben kein Massivholz.
Vielen Dank für diesen sehr interessanten Repair-Talk.
Eine Frage: wird vor dem Nachschleifen und der Bundierung des Griffbrettes der Halsstab entspannt oder der Hals eher auf möglichst gerade gestellt? Ich überlege, ob ich mich an die Neuprofilierung/Neubundierung einer meiner Gitarren rantrauen soll und versuche erstmal alle relevanten Infos zu diesem Thema zu sammeln.










Bei dem Griffbrettmaterial handelt es sich sehr wahrscheinlich um sogenanntes ‘Fineline’ Furnier, auch unter dem Namen Alpi-Furnier bekannt. Ist dann eben nur auf Griffbrettdicke geschnitten.
Der Gedanke an die alten Framushälse ist da schon sehr richtig -> Multiply. Es werden hierbei durchgefärbte Furniere (oft aus Tulpe) zu Blöcken verleimt und dann stehend gemessert. Wird/Wurde gerne in der Möbelindustrie und im Automobilsektor für Zierinnenteile verwendet. Und es ist durchaus Echtholz, nur eben kein Massivholz.
Vielen Dank für diesen sehr interessanten Repair-Talk.
Eine Frage: wird vor dem Nachschleifen und der Bundierung des Griffbrettes der Halsstab entspannt oder der Hals eher auf möglichst gerade gestellt? Ich überlege, ob ich mich an die Neuprofilierung/Neubundierung einer meiner Gitarren rantrauen soll und versuche erstmal alle relevanten Infos zu diesem Thema zu sammeln.