Da im letzten Repair Talk schon alles sauber vorbereitet wurde, sollen nun die Presshülsen in den Hals der Projektgitarre eingesetzt werden. Der ein oder andere Gitarren-Tuner könnte meinen, dass ich an dieser Stelle zu viel Aufruhr für einen recht simplen Vorgang mache. Ich könnte die Einwände verstehen, wenn beim Saitenwechsel an Kundengitarren nicht regelmäßig die Hülsen herausfallen würden, sobald man die Gitarre umdreht.
Anzeige
Viele Hersteller, auch die Hersteller von hochwertigen Akustik-Gitarren, machen offensichtlich nicht so einen Zehntelmillimeter-Tanz, wie ich es hier im Repair Talk anrege. Wie intensiv getanzt wird, ist in diesem Fall eine Frage des Etappenziels. Aus meiner Erfahrung heraus kommt es entscheidend darauf an, welchen Typ Gitarre man bestückt. Die Akustik-Gitarre oder eine E-Gitarre ohne Vibrato (z. B. T-Caster) schlucken die Probleme einer lose sitzenden Hülse zum großen Teil – da kann man, wenn es notwendig sein sollte, mit etwas Nachstimmen durchaus klarkommen.
Bei der Projektgitarre wird jedoch ein Vibrato verbaut, das auch benutzt werden soll. Bei solch einer Gitarre kann durch die Kombination von Bending und Vibrato ungewolltes mechanisches Spiel im Bereich der Mechanik zu Verstimmungsproblemen führen. Eine lose sitzende Mechanikhülse bewegt sich bei einer größeren Veränderung der Saitenspannung (z. B. Divebomb-ähnliche Vibratonutzung) im Mechanik-Loch.
Nach der Vibratonutzung muss die Hülse wieder genauso sitzen wie vor der Modulation, sonst ist die entsprechende Saite sehr wahrscheinlich leicht verstimmt. Theoretisch ist die Rückkehr in die Ursprungsposition möglich, jedoch will ich mich nicht auf Glück oder Zufall verlassen. Deswegen rate ich dazu, die Hülsen fest und ohne Spiel zu setzen, auch wenn es etwas mehr Zeit und Vorbereitung in Anspruch nimmt.
direkt mit dem hammer
Ein sehr gutes Werkzeug zum Erreichen dieses Zieles ist der bereits im letzten Repair Talk erwähnte Stempel der Firma Gotoh (Abb. 1). Dieser nimmt die Hülse ohne viel Spiel auf. Ich setze die Hülse auf das Mechanik-Loch und kann mit dem Stempel die Hülse in Flucht mit dem Loch positionieren, um beim Eintreiben ein Verkanten zu vermeiden.
Abb. 1: Passt perfekt – Stempel zum Eintreiben von Presshülsen
Ein paar beherzte Schläge mit dem passenden Hammer (Abb. 2 – es muss nicht der 2 kg Fäustel sein) und die Hülse wandert in das Loch.
Abb. 2: Beherzt aber nicht grob – Eintreiben mit dem Hammer
die zange für das gefühl
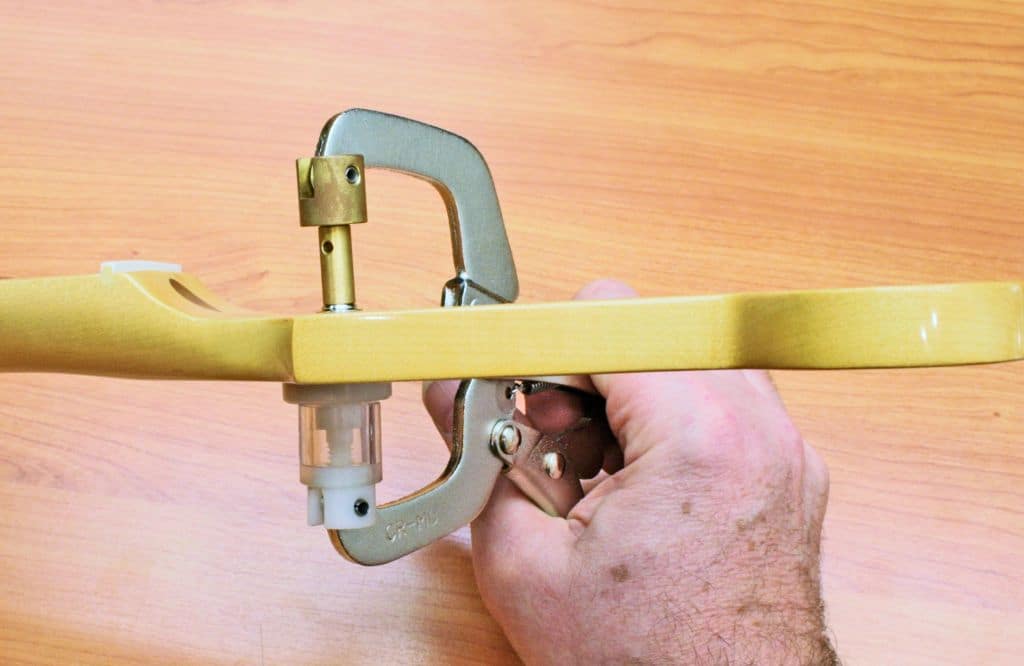
Alternativ zum Einschlagen kann man die Hülse natürlich auch einpressen. Eine Variante wäre da die Verwendung einer speziellen Zange (Abb. 3). Dieses im Fachhandel erhältliche Spezialwerkzeug hat auch einen „Stempel“, der an einer Wange beweglich montiert ist.
Abb. 3: Eine Spezialzange zum Einpressen der Hülsen…
Die Hülse wird im Mechanik-Loch positioniert und dann kann sie – recht gefühlvoll und kontrolliert – eingedrückt werden (Abb. 4).
Abb. 4: … ermöglicht ein kontrolliertes Arbeiten.
Dieses interessante Werkzeug habe ich mir vor einiger Zeit gegönnt und nutze es hauptsächlich bei Kopfplatten die ich nicht so einfach flach auflegen kann, um wie vorab beschrieben mit dem Hammer zu arbeiten. Das Werkzeug funktioniert auch ganz gut, hat aber den Nachteil, dass der bewegliche Stempel – aus welchen Gründen auch immer – die Hülse nicht so gut greift und führt. Es kommt sehr schnell zu einem Verkanten beim Eindrücken. Es braucht etwas Routine und auch einige Fehlversuche an Testobjekten, um mit dieser Zange überzeugende Resultate zu erzielen.
basic old school
Ist man nicht im Besitz eines entsprechenden Spezialwerkzeuges (oder möchte sich für das One-Off-Projekt den Luxus nicht gönnen) funktioniert alternativ ein Holzdübel als Zulage auch sehr gut (Abb. 5). Der Kragen der Mechanikhülse findet im Kopfholz des Dübels/Rundholzes guten Halt und ein paar dosierte Schläge mit dem Hammer erledigen den Rest. Man hat nicht ganz so viel Kontrolle über die Hülse wie bei der Verwendung des Stempels (Abb. 1) aber bei guter Vorarbeit kommt man auch mit solch simplem Werkzeug zu guten Resultaten.
Abb. 5: Old School – ein Holzdübel dient als Zulage.
Das angestrebte und erreichte Resultat zeigt die Abb. 6. Die Hülse sitzt fest, gerade und bündig mit der Oberfläche im Mechanik-Loch. So gesetzt bietet sie der Mechanik-Achse eine gute und spielfreie Führung.
Abb. 6: Gut gesetzt – Hülse sitzt fest und bündig im Loch
erst ausrichten, dann bohren
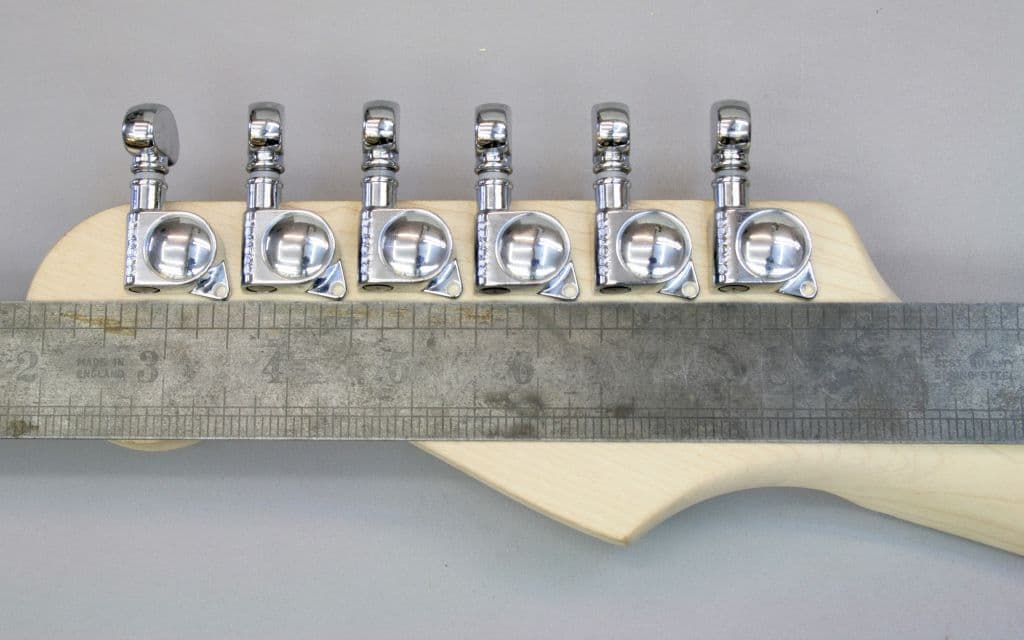
Nun können die Mechaniken in die Löcher gesetzt werden. Die Hülsen positionieren die Achsen und somit die Mechanik-Gehäuse. Locker die Mechanik durch Loch und Hülse drücken – Position angenommen. Anschließend bringe ich die Mechaniken in Reihe (Abb. 7). Beim Ausrichten hilft ein Lineal, damit hinterher die Mechaniken auch gleichmäßig – das heißt, in gleicher Richtung – sitzen.
Abb. 7: Mit dem Lineal werden die Mechaniken ausgerichtet.
Sind die Mechaniken wie gewünscht ausgerichtet, steche ich mit einer Aale die Löcher für die Befestigungsschrauben vor (Abb. 8). Das ist wieder so ein Job, bei dem man mit angezogener Handbremse arbeiten sollte. Das Loch soll so mittig wie möglich angestochen werden. Ein nicht zentrisch positioniertes Loch drückt später beim Eindrehen der Schrauben die Mechanik aus der Position – die Mechanik sitzt dann schief. Also ruhig mit etwas Zeit sorgfältig die Position mittig anstechen. Die Mechaniken werden entfernt und die Löcher ggf. nachgestochen.
Abb. 8: Anstechen der Löcher für die Mechanikschrauben
Anschließend kann gebohrt werden. Ich rate generell dazu, diese Schraubenlöcher vorzubohren, da ein grobschlächtiges, nicht vorgebohrtes Eindrehen der Schrauben im Extremfall zu Rissen in der Kopfplatte oder/und einer abgerissenen Schraube führen kann. Ich wähle einen Bohrer, der ca. 0,5 bis 1 mm kleiner ist als der Schraubendurchmesser. Damit ich im Eifer der Arbeit mit dem Bohrer nicht versehentlich komplett durch die Kopfplatte bohre, begrenze ich die Bohrtiefe mit einem Streifen Klebeband (Abb. 9).
Abb. 9: Ein Stück Klebeband limitiert die Bohrtiefe
Die maximal benötigte Bohrtiefe kann man anhand der Schraubenlänge herleiten. Der gewissenhafte Handwerker überprüft zusätzlich noch an der Kante der Kopfplatte diese Markierung. An die Kante angelegt zeigt sich recht schnell und transparent, ob die geklebte Markierung ein Durchbohren verhindert. Geprüft und als sicher eingestuft, kann nun möglichst winklig zur Kopfplatte gebohrt werden.
und dann geht alles ganz schnell
Das Bohren geht recht fix von der Hand, Abb. 10 zeigt das gebohrte Resultat. Kurz absaugen oder abblasen, um störende Späne zu entfernen und die Mechaniken können wieder eingesetzt und nun auch angeschraubt werden. Sollte das Eindrehen der Schrauben trotz vorbohren unverhältnismäßig schwer gehen (das kann bei sehr zähen Hölzern schon mal der Fall sein), hilft etwas Fett oder auch Seife, ein Abreißen der Schraube zu verhindern.
Abb. 10: Alles vorbereitet – die Mechaniken können kommen.
Beim Projekthals lief alles gut, und die Mechaniken sitzen sauber positioniert und warten auf ihren Einsatz (Abb. 11). Bevor dies jedoch passiert, möchte ich auf eine kleine Stolperfalle hinweisen, die zu Ärger und Frust führen kann.
Abb. 11: Job done – alles sauber in Reih und Glied.
vintage ist nicht immer gut
Beim Projekt werden ja nur neue Bauteile verwendet. Der nicht abreißen wollende Vintage-Boom verlangt aber häufig beim ein oder anderen Projekt nach geageten – also künstlich gealterten – Parts. Das kann man nachvollziehen, jedoch sollte sich jeder fragen, ob Look und Haptik wirklich das Allerwichtigste sind, oder ob nicht die Funktion im Vordergrund stehen sollte.
Die geagete Mechanik auf Abb. 12 habe ich von einem hochpreisigen Custom-Instrument abmontiert, da Verstimmungsprobleme bemängelt wurden. Einmal demontiert, war der Grund sofort klar: Die völlig verrostete Achse beißt sich förmlich im Inneren der Presshülse fest. Die Mechanik arbeitet indirekt und gibt nach, wenn der Saitenzug durch Vibratonutzung variiert wird. Sollen es unbedingt geagete Parts sein, rate ich dazu, die Funktion nicht vollständig der Optik unterzuordnen.
Abb. 12: Vintage ist nicht immer gut.
Die Mechanik-Achse im gezeigten Beispiel sollte (zumindest im unteren Bereich) entrostet und poliert werden, damit sie sich ohne unnötige Reibung in der Hülse drehen kann. So überarbeitet kann auch geagete Hardware funktionieren und führt nicht in späteren Arbeitsschritten – spätestens beim Testen – zu Frust.
Egal ob Vintage oder neu, die Mechaniken sind montiert und es können im nächsten Repair Talk schon mal Saiten aufgezogen werden. Da könnte sich noch so einiges zeigen …