Eigentlich schon auf die Oberflächenbehandlung des Projekts fokussiert, stört dann doch noch eine „Quasi-Baustelle“ gleich zu Beginn des aktuellen Repair Talks den geraden Durchmarsch. Beim Vermessen und Überprüfen des Steges fiel ein Detail auf, welches sich eventuell doch noch einer optimal einzustellenden Saitenlage in den Weg stellen könnte …
Abb. 1 – Könnte stören: Aufbauhöhe von Hülse und Bolzen (Bild: M. Doc Schneider)
Gemeint sind die beiden Metallteller von Hülse und Bolzen (Abb. 1/Pfeil), die zusammen eine Materialstärke von ca. 3 mm ergeben und verhindern, dass der Steg komplett bis auf den Korpus heruntergeschraubt werden kann. Der Steg wird in seiner minimalen Höheneinstellung ca. 3 mm über dem Korpus sitzen (Abb. 1/rechts), was ggf. das Einstellen einer sehr niedrigen Saitenlage verhindern würde.
Anzeige
Ein Nachmessen am Projekt zeigte zwar keine Probleme auf, aber um noch etwas „Luft“ in den Einstellbereich zu bringen, kann der optimierungssuchende Tuner darüber nachdenken, die Metallteller der Hülsen zu versenken. Dadurch hat der Steg ca. 1,5 mm Einstellweg nach unten gewonnen, ohne dass irgendetwas verbastelt oder zurechtgeschupst wirkt. Obwohl das Versenken (oder Einlassen) der Hülsen recht filigran und sauber durchgeführt werden muss, kann diese Optimierung mit recht einfachen Mitteln durchgeführt werden.
MULTIFUNKTIONALER HOLZKLOTZ
Kernstück der auch auf andere Situationen übertragbaren Tuning-Idee ist ein jungfräulicher Holzrest. In das Brett bohre ich ein Loch, das dem Außendurchmesser des Hülsenkragens (Metallteller) entspricht.
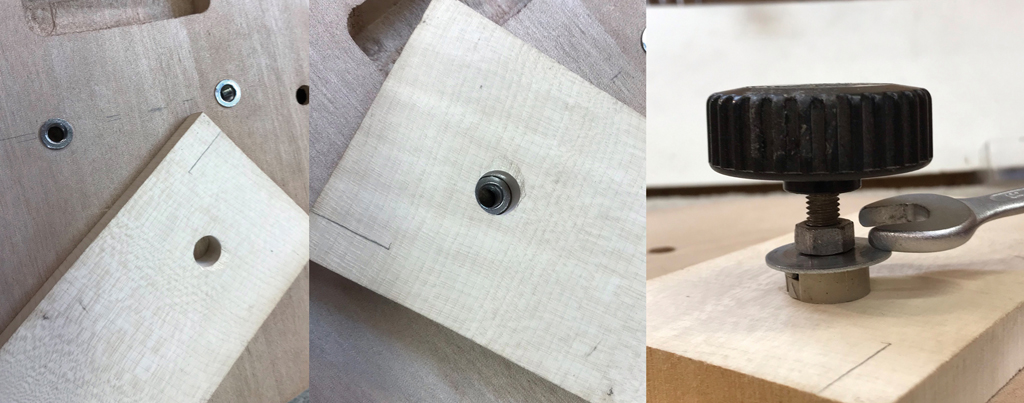
Abb. 2 – Die Einschlaghülsen werden gefühlvoll gezogen. (Bild: M. Doc Schneider)
Das vorbereitete Brett stülpe ich über die noch im Korpus sitzende Hülse (Abb. 2/links) und fixiere es mit doppelseitigem Klebeband auf dem Body. Die Bohrung soll den Kragen eng umschließen (Abb. 2/mittig), und so wird aus dem schnöden Holzrest mit Loch ein Hilfswerkzeug mit zwei Funktionen. Zunächst dient es als eine Art Hülsenzieher (hier der versprochene Werkzeugtipp aus dem letzten Repair Talk). Eine passende Schraube wird durch den Holzblock in die Hülse geschraubt. Auf der Oberfläche dient nun eine Unterlegscheibe als Stütze für eine Gewindemutter (Abb. 2/rechts).
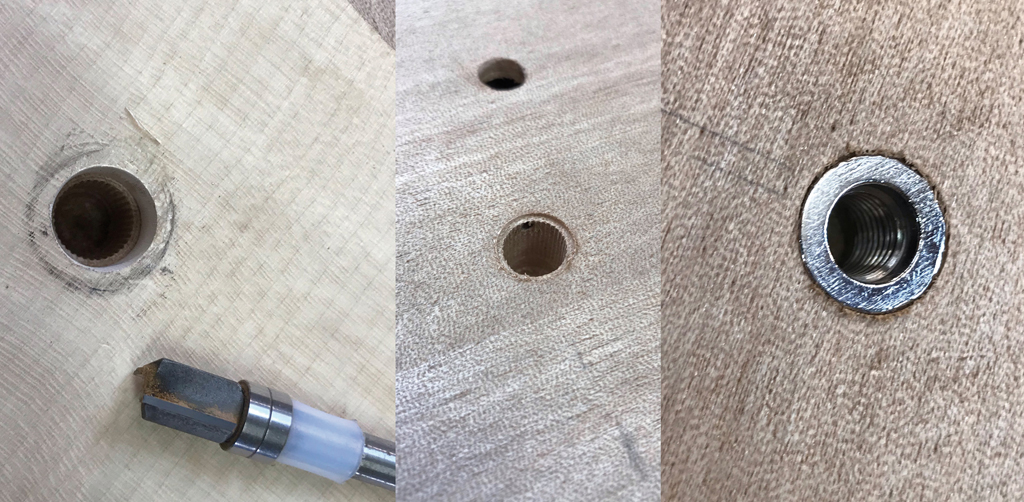
Abb. 3 – Versenken des Hülsenkragens (Bild: M. Doc Schneider)
Wird die Mutter mit einem Maulschlüssel angezogen, zieht die Schraube die Hülse langsam nach oben aus der Korpusbohrung. Durch die enge Passform in der Regel ausrissfrei. Ist die Hülse entfernt, dient der Holzrest dann in seiner zweiten Funktion als Frässchablone (Abb. 3/links). Mit einem Kopierfräser kann nun der Außendurchmesser des Kragens 1,5 mm tief in den Korpus übertragen werden (Abb. 3/Mitte).
Nach dem erfolgten Fräsen kann die Schablone entfernt werden. Ist die Bohrung tief genug (nachmessen, ggf. nachbohren), um die nun tiefer im Korpus sitzende Hülse aufzunehmen, kann die Hülse eingesetzt werden und sitzt anschließend sauber und bündig mit der Oberfläche im Korpus (Abb. 3/rechts).
ZIELFÜHRENDE ROUTENPLANUNG
Nachdem bis hierher der Projektaufbau schon die ein oder andere technische Schikane erfolgreich gemeistert hat, erscheint auf dem Radar nun ein recht anspruchsvolles Etappenziel. Um die anstehende Oberflächenbehandlung überschaubar zu halten, sieht die Projektplanung ein Finish auf Öl/Wachs-Basis vor. Der Repair Talk möchte damit ein Beispiel für ein einfaches, kostengünstiges und brauchbares Finish beschreiben.
Idealerweise stellt der Hobbykeller kostenfrei geeignetes Material zur Verfügung, das von anderen Projekten übriggeblieben ist. Vor einiger Zeit habe ich eine Werkbank und zwei Werkzeugschränke mit einem Hartwachs-Öl behandelt. Anders als das Öl, welches ich für viele meiner Gitarrenhälse verwende, zieht das Hartwachs-Öl nicht vollständig ein, sondern bleibt etwas auf der Oberfläche „stehen“. Es lieferte bei den Testkandidaten, also Bank und Schrank, eine angenehme Griffigkeit. Darüber hinaus ist das Material bezahlt, noch frisch, vorrätig und in der logischen Konsequenz für dieses Projekt ausgewählt. Somit kann die Route für das Vorgehen bei der Oberflächenbehandlung festgelegt werden. Um einen stressfreien und gradlinigen Tourenverlauf zu gewährleisten, wird es über fünf Zwischenstationen gehen.
1. Feinschliff Holz
Die Vorgaben des Bausatzes, aber auch die Restspuren der durchgeführten Tuning-Arbeiten erfordern einen finalen feinen Schliff, um alle Kanten und Flächen auf die endgültige Form und Oberflächengüte zu bringen. Beim Projekt habe ich mit 240er-, teilweise 320er-Schleifpapier gearbeitet. An den Kanten arbeitet feiner Schleifvlies ganz gut. Da ist natürlich nicht jede Tuner-Werkstatt entsprechend breit aufgestellt. Daher der Praxistipp: 240er-Papier in Verbindung mit einem weichen Schleifklotz (für Kanten und Rundungen) reicht in der Regel aus, um das Instrument für die weiteren Arbeitsschritte vorzubereiten. Wenn sich alles gut anfühlt und entsprechend aussieht – gründlich entstauben.
2. Wässern und Feinstschliff
Der kommende Arbeitsschritt ist für lackierte Projekte eher unüblich, für die geplante Wachs/Öl-Behandlung halte ich ihn aber für notwendig. Hintergrund ist die Eigenschaft von frisch geschliffenem Holz, feine Fasern hochzustellen, wenn es mit einer Flüssigkeit benetzt wird. Diese Eigenschaft hinterlässt eine raue Oberfläche und eine unbefriedigende Haptik. Bei einer Lackierung verschlucken Materialstärke (Lack) und Zwischenschliff das raue Zwischenergebnis. Bei einer Wachs/Öl-Behandlung fehlt diese Option und daher müssen bereits bei der Vorbereitung hochstehende Fasern beigearbeitet werden.
Abb. 4 – Wässern der Oberfläche (Bild: M. Doc Schneider)
Traditionell geschieht dies durch Wässern des Holzes (die Fasern stellen sich während des Trocknens auf) mit einem anschließenden, sehr feinen Schliff (es werden nur die Fasern fein abgeschliffen). Abb. 4 verdeutlicht den Prozess. Mit einem sauberen, fusselfreien Textilballen wird Wasser in einer kleinen Menge aufgetragen. Schön zu erkennen ist auch, wie das Wasser die Fläche anfeuert – die Farbe wird dunkler und intensiver.
Abb. 5 – Flexibilität gefragt: Arbeiten an rauen Rundungen (Bild: M. Doc Schneider)
Nach Trocknung über Nacht ist die vorher feingeschliffene Fläche nun recht rau. Gerade im Bereich vom Kopfholz (Abb. 5/oben) hat die Fläche den Charakter eines Dreitagebartes. Um die Stoppeln zu entfernen, eignet sich Schleifpapier, aber es gilt die Körnung zu beachten. Schleift man zu grob, schleift man die Fläche wieder an und hat in der Summe nichts gewonnen. Ich benutze 600er-Schleifpapier auf einem Schaumrücken (Abb. 5/unten) und kann so auf den Flächen aber auch in den Rundungen die aufgestellten Fasern fein beischleifen. Es geht nicht mehr darum, die Fläche zu bearbeiten sondern lediglich darum, die Fasern glatt zu stoßen.
Das Projekt hat diese Prozedur dreimal durchlaufen, bevor alle Fasern liegen blieben und die Fläche glatt blieb. Nach dem vollständigen Durchtrocknen (ggf. mehrere Tage) folgt wieder ein gründliches Entstauben.
3. Beizen (optional)
Der nächste Arbeitsschritt bringt Farbe ins Spiel. Wie Abb. 4 zeigt, feuert eine aufgetragene Oberflächenbehandlung die Maserung an. Der so erreichte Farbton beim Projekt ist nicht schlecht aber vom Charakter her nicht wirklich das, was ich mit so einem Projekt assoziiere. Mir fehlt die rötliche Komponente. Ich habe ein wenig mit Beizen herumexperimentiert, um den Farbton mehr in die gewünschte Schattierung zu bringen. Wasserbeizen sind leicht zu verarbeiten, günstig, haben mich aber bezüglich ihrer Deckkraft nicht überzeugt. Lösungsmittelhaltige Beizen (kürze ich auf Lh-Beizen ab) decken besser, sind aber etwas schwerer zu verarbeiten (trocknen schneller mit der Gefahr eines ungleichmäßigen Beizbildes) und auch teurer. Trotzdem habe ich mich entschlossen, weiter in Richtung Lh-Beizen zu forschen, da erste Versuche mit vorhandenen Restmaterialien recht überzeugend waren. Eine Lh-Beize Mahagoni rustikal plus ein entsprechend passendes Farbkonzentrat (rötlich) in der Mischung von 10 (Beize) : 1 (Farbkonzentrat) ergab eine sehr dunkle und überzeugend rote Tinktur.
Was sich so trivial daherschreibt kann in der Praxis aber recht schnell zeitintensive Doppelarbeit bedeuten, wenn Idee und Resultat zu weit auseinanderliegen und alles wieder runter muss. Im Vertrauen auf die Idee wird zunächst das Griffbrett abgeklebt, um es vor der Beize zu schützen – und los geht’s. Analog zum Wässern verteile ich mit einem fusselfreien Tuch die Beize auf dem Instrument und wische mit einem frischen Tuch nach.
Abb. 6 – Das Projekt bekommt Farbe. (Bild: M. Doc Schneider)
Die Abb. 6 zeigt, dass die angerührte Tinktur die Idee zu einem brauchbaren Resultat führt. Der ehemals farblich recht blasse Bausatz bekommt durch die Beize eine gefällige Farbe und auch die „Problemzone“ rund um die eingesetzten Furniere im Bereich der Halstasche (Abb. 7) zeigt sich farblich angepasst.
Abb. 7 – Angeglichen: Der Übergang Hals/Korpus (Bild: M. Doc Schneider)
In der Summe war das Beizen ein Erfolg, auf dem aufgebaut werden kann.
Abb. 8 – Das Finishing-Basic-Set (Bild: M. Doc Schneider)
4. Ölen/Wachsen
Die Abb. 8 zeigt beispielhaft ein Basic-Kit für die anstehende Oberflächenbehandlung. Hartwachs-Öl, Schaumrolle, fusselfreies Tuch und Schutzhandschuhe – das wars. Ausgehend von einer kleinen Dose Hartwachs-Öl, die eventuell neu gekauft werden muss, bleibt man leicht unter 20 Euro für das komplette Set. Gemäß den Herstellerangaben des Öls wird eine erste Schicht recht satt mit der Rolle aufgetragen und nach einer herstellerabhängigen Trocknungszeit wird der Überschuss anschließend mit einem fusselfreien Lappen aufgenommen (Abb. 9).
Abb. 9 – Erster Auftrag des Öls (Bild: M. Doc Schneider)
Wenn die Fläche sauber und ohne überschüssiges Öl ist, kommt das Instrument erst einmal an den Haken zum Trocknen. Zwei Tage später macht die Oberfläche schon einen recht guten Eindruck (Abb. 10).
Abb. 10 – Erfolgversprechendes Zwischenresultat (Bild: M. Doc Schneider)
Das Öl hat die Farbe kaum weiter intensiviert und verleiht jetzt schon eine gediegene matte Optik. Lediglich der Kopfholzbereich an der unteren Korpuskante fühlt sich etwas rau an und wird mit feinem Schleifvlies sehr vorsichtig geglättet (Abb. 11).
Abb. 11 – Raue Stellen werden ggf. vorsichtig nachgeschliffen. (Bild: M. Doc Schneider)
Auf der Suche nach der perfekten Oberfläche ein riskantes Unterfangen, da bei zu viel Druck das Vlies die gebeizte Fläche beschädigen kann (Farbe wird ungleich). Mit der nötigen Vorsicht lief alles gut und das gesamte Projekt bekommt eine zweite Schicht Hartwachs-Öl, nach dessen Auftrag das Instrument wieder an den Haken kommt. Gut durchlüftet mit möglichst viel Tageslicht (denn verschiedene Öle fangen sonst eventuell an, unangenehm zu riechen) kann die Oberfläche nun in Ruhe durchtrocknen (Abb. 12).
Abb. 12 – Auf Kurs: Das Projekt gebeizt und geölt (Bild: M. Doc Schneider)
5. Nachbehandeln
Ist alles durchgetrocknet, stehen am Bausatz noch einige Arbeiten an, die eventuell Spuren hinterlassen werden. Daher gehe ich davon aus, dass im Anschluss die Fläche noch einmal mit einem dünnflüssigen Öl (zum Beispiel Ballistol) nachbehandelt und später aufgefrischt werden muss.
Jetzt gönnt sich das Projekt erst einmal eine Trocknungspause, und im nächsten Repair Talk wird dann entschieden, was in puncto Oberfläche noch so notwendig ist.
Moin erstmal,
von der Firma “Gotoh” gibt es hochwertige und dennoch günstige Studs und Einschlaghülsen ohne den “Teller”. Ferner gibt es die (bei Verwendung guten Holzes, zur Optimierung der Schwingungsübertragung) klanglich auf jeden Fall vorzuziehende Möglichkeit, die Schrauben direkt im Holz zu verankern. Viel Spaß beim Basteln,
Peter W. Greiert
















Moin erstmal,
von der Firma “Gotoh” gibt es hochwertige und dennoch günstige Studs und Einschlaghülsen ohne den “Teller”. Ferner gibt es die (bei Verwendung guten Holzes, zur Optimierung der Schwingungsübertragung) klanglich auf jeden Fall vorzuziehende Möglichkeit, die Schrauben direkt im Holz zu verankern. Viel Spaß beim Basteln,
Peter W. Greiert