
Mittlerweile geht es für Gitarrenbauer bei der Frage, ob man in der Produktion modernste Technik einsetzt oder eben nicht, nicht mehr um Qualität, sondern nur noch um die Philosophie …
Denn höchste Qualität wird hüben wie drüben geboten, wenn man sein jeweiliges Handwerk beherrscht. Lediglich bei konkreten Custom-Anfertigungen scheint auf den ersten Blick der traditionell arbeitende Gitarrenbauer immer noch die erste Adresse zu sein, wobei die vielen Signature-Modelle großer Firmen beweisen, dass man eine Serienproduktion durchaus mit customized Features mischen kann. Interessant ist daran, dass diese sogenannten Custom-Shop-Instrumente dann oft deutlich teurer sind als die vom Gitarrenbauer gefertigten Custom-made-Instrumente. Verdrehte Welt.
Wir möchten mit vielen Bildern und wenigen Worten zwei typische Szenarien des heutigen Gitarrenbaus vorstellen. Beide Werkstätten sind bekannt für die allgemein hohe Qualität ihrer Arbeit. Und beide verkörpern, was ihre Philosphie und die daraus resultierende Arbeitsweise angeht, die am weitesten auseinanderliegenden Pole. Auf der einen Seite das Werk von Warwick und Framus, die zurzeit sicherlich modernste Instrumentenproduktion des Planeten, auf der anderen Seite Helliver Guitars, wo ein Mann ein Instrument von Grund auf alleine aufbaut, ganz ohne den Einsatz von Computer-gesteuerten Maschinen.
Warwick / Framus-Produktion
Marcus Spangler, Qualitäts- und R&D-Manager von Warwick/Framus:
„Wir sind mit unserer Produktionsweise in der Lage, einen sehr hohen Standard zu bieten, der nicht nur Konstanz besitzt, sondern auch größtmögliche Präzision. Im Prinzip gibt es drei Arten der Gitarrenproduktion – zum einen die Massenproduktion wie z. B. in China, dann die Gitarren-Manufakturen mit einem kleineren Output, und dann den traditionell arbeitenden Gitarrenbauer.
Ich zähle uns zu den Gitarren-Manufakturen, denn unsere Arbeitsweise ist trotz unserer Maschinen längst nicht schnell genug, um Massenware herzustellen. Wir haben uns ganz klar Qualität, und nicht Quantität, auf unsere Fahnen geschrieben. Auch deshalb können wir immer noch flexibel auf Kunden- oder Marktwünsche reagieren.“

Warwick verfügt über ein eigenes, großes Holzlager und kauft Rundholz ein – also keine schon aufgeschnittenen Bohlen. Hier warten einige Stämme FSC-zertifizierten Ebenholzes auf den Aufschnitt.

Gleich drei, eigentlich aber vier Trocknungs-Systeme kommen in Markneukirchen zum Einsatz. Nach dem Einschnitt lagert jedes Stück Holz mindestens drei bis fünf Jahre im offenen
und überdachten Lager an der frischen Luft. Zwei Umluftanlagen und ein modernes Vakuum-System sorgen für eine schnelle Trockung, aber mittlerweile wird auch ein Teil des Holzes nach der Trocknung an der Luft in einem speziellen, klimatisierten Lager schonend getrocknet.

Die Auswahl der Hölzer für ein Instrument erfolgt nach Optik und Gewicht. Hier ein Stück gemaserter Nussbaum, aus dem eine Decke werden soll.

Die Hölzer für eine geflammte Ahorndecke werden „bookmatched“ aufgesägt.

Nach dem Abrichten bzw. Hobeln der Deckenplanken werden …

…. beide Deckenhälften wie ein Spiegelbild zusammengeleimt.

Um aus dem für die Decke vorgesehenen Holz die best aussehendste Partition ohne eventuelle Holzfehler oder Masersprünge zu bekommen, wird die Korpusform von Hand angezeichnet. Die Decke wird anschließend auf das Korpusstück aufgeleimt, an der Bandsäge grob vorgeschnitten und dann in die CNC-Fräse gegeben.
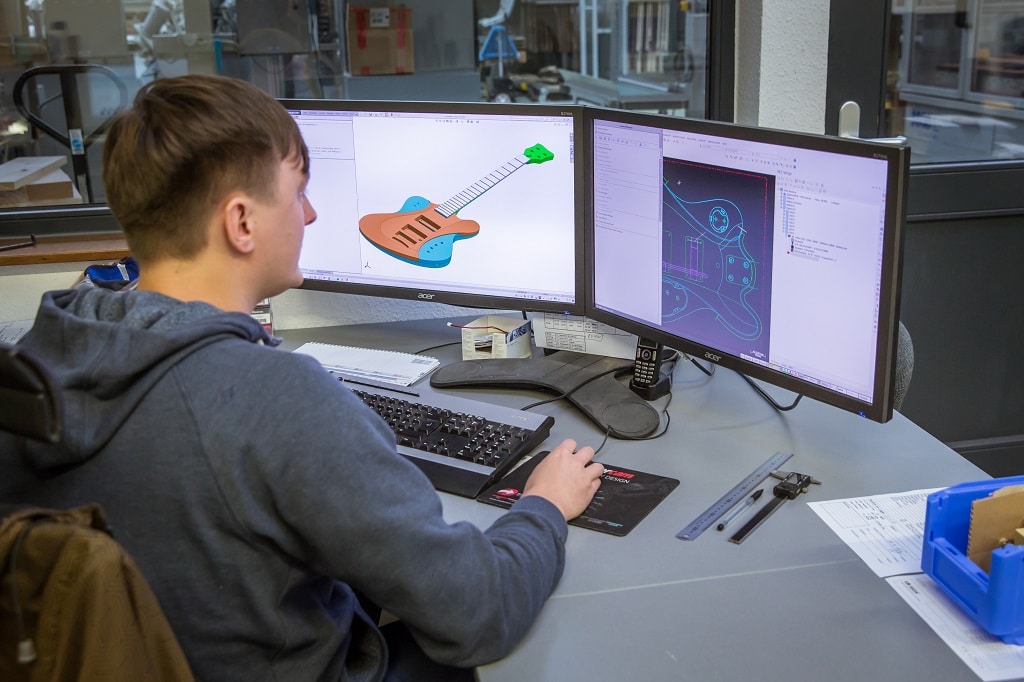
Hier werden die CNC-Fräsen programmiert.

Mit höchster Präzision und Konstanz werden die Bodies in Form gebracht. Nicht nur die Öffnungen für Pickups und Elektronik werden gefräst, sondern auch die Halsaufnahme und die Deckenwölbung.

In den Halskantel, bei dem die Kopfplatte schon angefräst und das Furnier aufgeleimt wurde, wird ein vorgebogener Zwei-Wege-Halsstab eingesetzt, der Spalt mit einem Span verschlossen und anschließend das Griffbrett aufgeleimt.

Der Hals wird von der CNC-Fräse in seine programmierte Form gebracht. Breite, Stärke, Profil und Griffbrett-Radius werden hier erledigt. 95% der Formgebung ist nun bereits getan, an Handarbeit kommt hier nur noch der Feinschliff dazu, der mit 180er Schleifpapier beginnt.
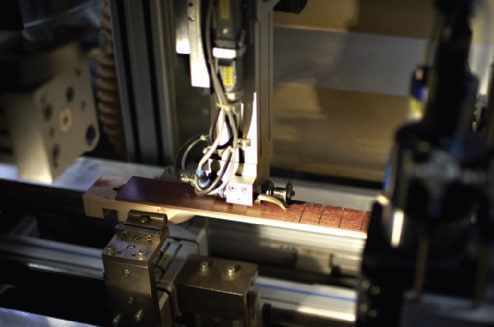
Mit dieser einmalig auf Welt existierenden Bundierungs-Station ist Warwick/Framus in der Lage, eine größtmögliche Konstanz und Qualität der Bundierung zu erreichen. Dabei geht es gar nicht um Schnelligkeit in der Produktion, denn ein Gitarrenbauer würde für eine Bundierung weniger Zeit brauchen als diese Maschine! Es geht Warwick hier in erster Linie um die Präzision. In der Bundierungsstation erfolgt das Fräsen der Bundschlitze, bei dem 2 mm vom Holz links und rechts stehenbleiben, um durchgehende Griffbrettkanten zu erhalten. Diese Arbeit kann nur maschinell erledigt werden.
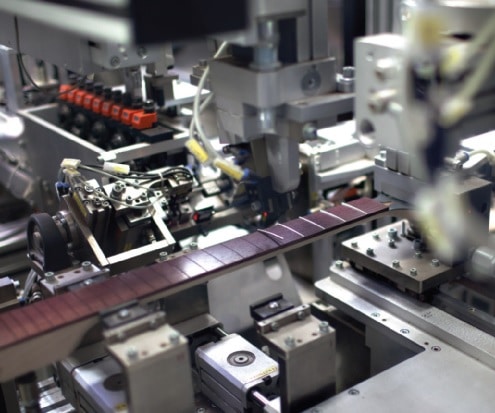
Genauso automatisch erfolgt nun das Einpressen der Bundstäbe, vollkommen ohne Kleber.

Der Feinschliff des Halses und das Verrunden der Griffbrettkante erfolgt manuell.

Bevor die Bundenden verrundet werden, wird jeder Hals noch einmal durch die PLEK-Maschine geschickt, um eine wirklich perfekte Abrichtung und optimale Konstanz zu erreichen. Die Abrundung der Bundenden wird dann von Hand erledigt.

Für die Hollowbody- und semiakustischen Instrumente wie Star Bass, Mayfield, AZ-10 u. a. hat Warwick/Framus sich diese Zargenpresse bauen lassen, von denen zwei Stück vorhanden sind.

Die Verleimung der Einfassung von Rücken und Decke geschieht auf traditionelle Art und Weise per Hand.

Auch für die Lackierung hat Warwick ein eigenes Verfahren entwickelt. Lackiert wird mit einem wasserbasierten und damit umweltfreundlich zu verarbeitenden UV-Lack, der durch UV-Licht in ca. 15 Sekunden komplett aushärtet. Diese Aushärtung erfolgt in einer speziellen Kammer, in die Stickstoff geleitet und damit aller Sauerstoff verdrängt wird. So werden beim Trocknungsprozess eventuell auftretende Luftblasen im Lack vermieden. Der UV-Lack ist nicht nur sehr dünn, sondern auch sehr robust und deutlich transparenter als andere Lacke, sodass die Maserung der Hölzer in einem besseren Licht erscheinen kann.

Von Hand wird der Lack mit den üblichen Methoden und Maschinen auf den gewünschten Glanzgrad poliert.

Am Ende erfolgt die Montage und Verlötung der Elektronik und Pickups.
Vor dem Antesten durch einen professionellen Musiker erfolgt das finale Setup, bei dem Saitenlage, Oktavreinheit und Funktionalität aller Bauteile überprüft und eingestellt werden.
Helliver-Produktion
Dipl.-Des. Oliver Baron, Gitarrenbauer bei Helliver Guitars:
„Ich sehe den wesentlichen Mehrwert des traditionellen, vom Gitarrenbauer gefertigten Instruments darin, dass keinerlei Kompromisse gemacht werden müssen. Ein traditioneller Betriebswirt schlägt bei unserer Art zu arbeiten ohnehin die Hände über dem Kopf zusammen, sodass eine Ausrichtung auf Effizienz oder Gewinn eh keine Rolle spielt. Jede Arbeit wird so sorgfältig ausgeführt wie irgend möglich, egal wie lange es dauert, oder welche Mehrkosten entstehen.“

Holz wird bei verschiedenen Händlern, zu denen über die Jahre ein Vertrauensverhältnis entsteht, eingekauft und entsprechend des späteren Verwendungszwecks grob zugesägt. Nach Erreichen der Holzausgleichsfeuchte, also nach der eigentlichen Trocknung, lagert jedes Stück noch mehrere Jahre im Wohnraumklima der Werkstatt, damit sich Spannungen abbauen.

Nach sorgfältiger Auswahl der Hölzer für ein bestimmtes Instrument im Hinblick auf Ton und Aussehen, werden die Teile grob an der Bandsäge in Form gebracht und zu verleimende Flächen mit der Abrichte gehobelt. Bei den Hälsen gibt es zwischen jedem Verarbeitungsschritt Ruhepausen für das Holz.

Die Kopfplatte wird nach dem Sägen mit dem Bandschleifer auf Dicke gebracht, das Ebenholzfurnier aufgeleimt und die Halsbreite mit der Oberfräse und einer Schablone auf das gewünschte Maß gebracht. Das sehr leichte Mahagoni lässt sich an der Kopfplatte besser in Form schleifen als Fräsen. Pro Gitarre kommen etwa zehn Schablonen zum Anzeichnen oder Fräsen zum Einsatz.

Das Logo wird per Hand aus einer Perlmuttplatte ausgesägt und mit einer Dremel-Mini-Oberfräse in die Kopfplatte eingelegt.
Die über 20 Jahre alten Griffbrettrohlinge werden plan gehobelt, auf 5,5 mm Dicke geschliffen und die Bundschlitze beim Fachmann per CNC gefräst. Nur hier kommt eine computergesteuerte Fräse zum Einsatz – für maximale Genauigkeit der Intonation und nicht durchbrochene Griffbrettkanten.

Der traditionelle 1-Weg-Stahlstab wird in einen nach unten im Bogen gefrästen Kanal eingelegt und mit einem Ahornstreifen verschlossen. Das Griffbrett wird mit Hilfe eines sauber abgerichteten Holzklotzes aufgeleimt, um nachher völlig gerade zu sein.

Mit Raspeln wird das Halsprofil schrittweise dank genauer Vermessung herausgearbeitet, um ein präzises, wiederholbares Ergebnis zu erzielen. Anschließend der Schliff mit Papier in mindestens vier verschiedenen Körnungen.

Die Griffbrett-Inlays werden eingesetzt, bevor der Griffbrettradius auf einem langen Aluminium-„Schleifklotz“ herausgeschliffen wird. Das Ebenholz wird anschließend immer feiner geschliffen und zuletzt mit extrafeiner Stahlwolle poliert. Anschließend werden noch die seitlichen Dots eingeklebt.

Das Bundieren ist ein sehr zeitintensiver Prozess, bei dem alles genau passen muss: der Radius des Bunddrahts, die Breite des Bundschlitzes, der Fuß des Drahts, der Druck, mit dem gepresst wird etc. Damit die Bünde in die undurchbrochenen Schlitze passen, wird der Bundfuß an den Enden mit einer Spezialzange abgeschnitten.
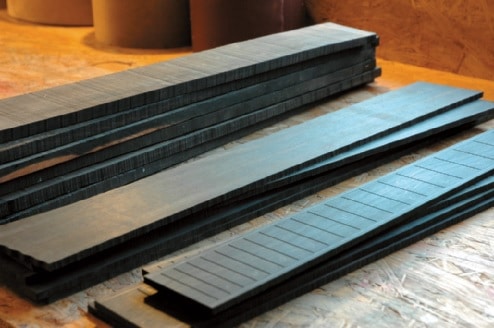
Die Deckenhölzer werden nach ausgiebiger Lagerung mit der Bandsäge mittig aufgetrennt und nach weiterer Lagerung gehobelt und verleimt. Stark gemaserte Hölzer lassen sich kaum hobeln, ohne auszureißen und werden deshalb mit speziellen Maschinen präzise auf Dicke geschliffen.
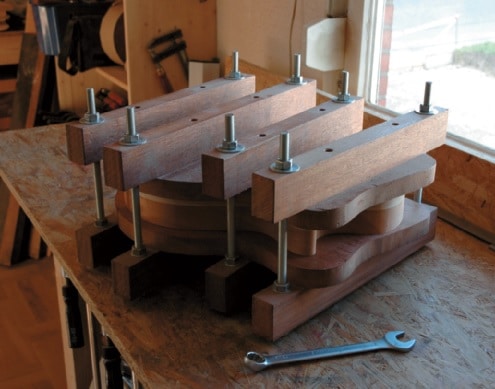
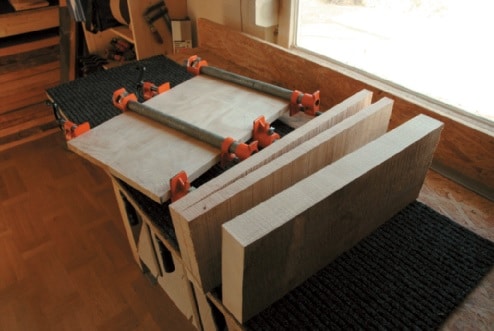
Sorgfältig werden zueinander passende Hölzer für Decke und Rückseite zusammengestellt, angezeichnet und grob ausgesägt. In der manuellen Verleimpresse kommt beides zusammen. Jede Verleimung härtet über Nacht aus.

Die genaue Form des Korpus wird am Bandschleifer erst grob, dann fein herausgeschliffen. Anschließend werden mit Hilfe verschiedener Schablonen die Aussparungen für Halstasche, Pickups und E-Fach gefräst.

Nachdem der Halswinkel in den Halsfuß geschliffen wurde, wird mit verschiedenen Beiteln und Raspeln die Deckenwölbung herausgearbeitet.

Schliff mit Korn 80, 150, 240 und 360, bis keine Spuren der Bearbeitung mehr zu sehen sind. Am rohen Holz wird jedes Instrument, bis es lackierfertig ist, mehrere Stunden lang geschliffen.

Beim Burst mit Beize wird die Grundfarbe zuerst mit einem Lappen aufgetragen und nach der Trocknung der dunklere Rand mittels Airbrush gesprüht. Im Gegensatz zum Burst mit farbigem Lack werden die Übergänge natürlicher und die Maserung des Holzes nicht verdeckt. Um nach dem Lackieren den gewünschten Farbton zu erhalten, müssen im Vorfeld immer Farbmuster gesprüht und klar lackiert werden.

Nach dem Sprühen von zwei bis drei dünnen Schichten mit Nitrolack wird ein farblich abgestimmter Füller in die Holzporen gerieben, bevor weiter lackiert wird. So kann auf eine füllkräftige Grundierung verzichtet werden, die schlechtere Haftung und Transparenz, sowie eine insgesamt dickere Lackschicht bedeutet. Der Hals wird auf „halber Strecke“ der Lackierung eingeleimt, damit herausquellender Leim rückstandsfrei abgewischt werden kann, was bei gebeizten Flächen sonst nicht möglich wäre. Insgesamt werden ca. 20 dünne Schichten Nitro aufgesprüht, die
Oberfläche zweimal mit Zwischenschliffen geglättet.

Der Lack darf mindestens zwei Wochen aushärten, bevor er mit 2500er Korn nass geschliffen wird. Anschließend wird die Oberfläche teils per Hand, teils an der Poliermaschine auf Hochglanz gebracht.

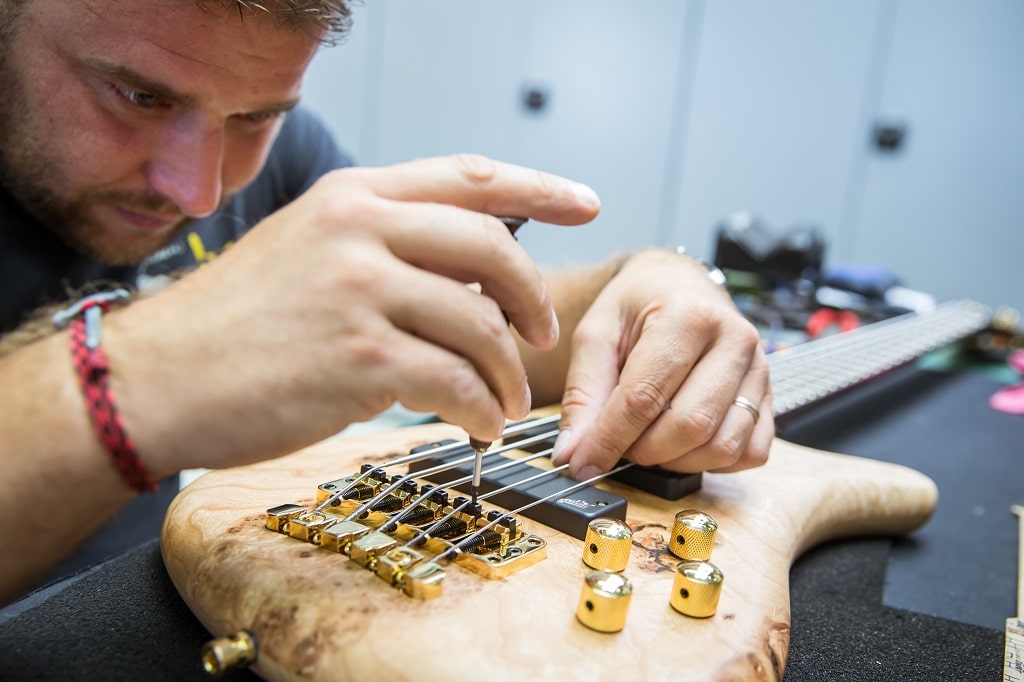
Zum Schluss werden die Bünde abgerichtet, mit Diamantfeilen verrundet und poliert. Der Sattel wird aus einem Knochenrohling individuell für jedes Instrument per Hand gefertigt.

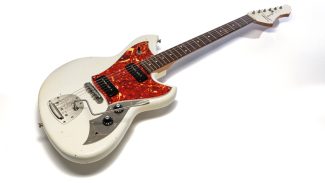
Der Zusammenbau der Gitarre mit Pickups, Mechaniken, Elektronik, Abschirmung usw. und das anschließende Setup unter Berücksichtigung des späteren Einsatzbereichs komplettieren den etwa sechs Monate dauernden Bau einer Helliver E-Gitarre.

Anschließendes ausgiebiges Probespielen gehört natürlich dazu.
Aus dem Gitarre & Bass Sonderheft: Das Gitarren ABC, 2014
G&B-Classics
Oft nachgeschlagen, kritisch hinterfragt, heiß diskutiert – Die G&B-Classics sind die beliebtesten Artikel der Gitarre & Bass-Geschichte. Da sie immer wieder neue Leser erreichen und für lebhafte Debatten sorgen, holen wir sie für euch regelmäßig aus dem Archiv hervor.



Vielen Dank für diesen gelungenen Artikel!
Das waren von beiden Seiten ausführliche Berichte. Ich muss jetzt sagen, dass ich nun leichte Sympathien für eine selbstgebaute Custom-Gitarre habe.
Alles aus einer Hand; wahrscheinlich kann er sich an beinahe jedes seiner Instrumente erinnern. Hinzu kommen Liebe zu seinem Beruf etc.
Leider habe ich aber das Geld nicht für ein solches Instrument. 😀 Deswegen bin ich dankbar auch für maschinell gefertigte Top-Arbeit.
@Palindrom: Zitat “Leider habe ich aber das Geld nicht für ein solches Instrument”
Das ist der falsche Ansatz. Man muss sich sagen “irgendwann hab ich das Geld dafür!”
Überleg mal, wieviel Geld man im Lauf der Jahre für G.A.S.-Anfälle und “doch nur halb-gute” Instrumente raushaut.
Dann verkneift man sich einfach ein paar der Fehlkäufe und wenn dann vielleicht noch ein Bisschen unerwartetes Geld (z.B. eine Steruererstattung o.ä. ankommt ist es plötzlich soweit und man erfüllt sich so einen Traum.
Da schließt wohl jemand von sich auf andere 😉
Ich habe nie G.A.S. -Anfälle und werde mir trotzdem nie eine Custom-Gitarre bauen lassen können.
Mein Trost: ich kann selber gute Gitarren bauen 😉
Nach meiner Erfahrung können auch ausgewählte, in China produzierte Gitarren durchaus mit hochwertigen Handarbeiten aus den einschlägig bekannten Industriestaaten mithalten.
… und nicht jede teure Gitarre muss unbedingt gut sein (mal den ganz erheblich wichtigen persönlichen Eindruck außen vor gelassen).
Huh.. Da bitte ich die Redaktion nochmal drüber zu schauen: z.B. Würde die Aussage von Marcus Spangler gleich doppelt in den Text gesetzt.
Gut zu wissen, dass die CNC-Fräse für 95 % der Gitarrenbau sorgt, während der Rest per Hand gemacht wird. Was für ein schöner Beruf! Ich finde es immer sehr faszinierend, mehr über den Bau von Instrumenten zu erfahren. Danke für den tollen Beitrag!
Wenn man die fast ausschließlich von CNC Fräsen geschnittenen Teile nur noch zusammen fügt,ist das doch Massenware,und keine “Handarbeit” mehr,wie die Gitarrenbauer früher arbeiten!
Custom ist auch nichts mehr Handgefertigtes,sondern nur schnell zusammen gefertigtes von PC gefertigte “Fertigteile” !
Wenn ich an die Halstaschen aus der CBS Zeit denke kommt mir das Grauen. Handarbeit war das. Da ist mir eine CNC präzisions Fräsung schon lieber.